


Koordinacinė mašina gali turėti 3 ar daugiau ašių. Paprasčiausiu atveju tai yra horizontalus, vertikalus ir sukimosi judesys. Optimalus sprendimas yra 5 koordinačių sistemos, kurios leidžia apdoroti sudėtingiausius produktus. Siekiant labiau specializuoto taikymo esamoms ašims, galima pridėti papildomų pasvirusių ar sukamųjų mechanizmų.
Koordinacinė mašina turi nepriklausomas ašis,nukreipti tiek įrankį, tiek jo dalį. Papildomos ašys apima antispindlinį mazgą, stalo tekėjimą, iškrovimo ir pakrovimo mechanizmus. Kontrolė atliekama iš mašinos valdiklių.
Koordinacinė mašina turi tokį pavadinimądėl to, kad ruošinio paviršiaus skylės išdėstymas visoje sistemos ašyje yra tikslus. Paprastai lentelė juda dviejų koordinačių, o įrankis juda vertikaliai išilgai trečiojo. Pridėkite pačios dalies pasukimo galimybę ir pakeiskite pasvirusią paviršių.
Koordinacinėje mašinoje yra dvi papildomos ašys, perkeliančios įrankį dviejų koordinačių sistemoje, leidžiančios atlikti net sudėtingiausius griovelius ir skylutes.
Išbandykite visas koordinatines mašinas su CNCgaminti su standartiniais ašių pavadinimais. Tačiau gamintojas gali pakeisti disko raidę ant savo. Atsitiko taip, kad horizontalioji judėjimas yra susijęs su Lotynų simboliu X, Y dažnai tarnauja kaip vertikalios projekcijos, bet 5-ašis sistemų, tai yra antras ašies kryptimi iš stalo judėjimo.
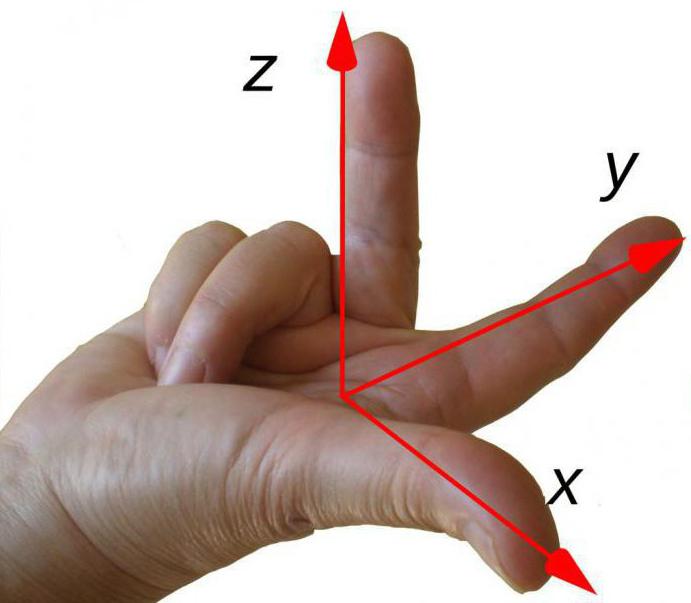
Juda vertikaliai ir kryptimiĮrankio judėjimas į dalį žymimas lotyniškąja raide Z. Be to, padėties skaičiavimai padidėja didėjant ruošinio krypčiai. C ašis dažnai vadinama sukimosi judesiu, dažniau šis žymėjimas naudojamas cilindrinei apdirbimui.
Papildomos ašys priskiriamos pagalalfabeto tęsinys. Tačiau prietaiso sukimosi diskui priskiriama raidė A. Sparčiojo verpstė vadinama raidė E. Mašinos gamintojas pasirenka kitus vardus pagal jų pageidavimus.
Koordinatinis frezavimo staklės tampa daugiaubrangu kiekvienai papildomai ašiai. Pačios priemonės perkėlimas į dvi koordinates suteikia jums puikias galimybes pjauti į sunkiai pasiekiamas vietas. Tačiau tai turėtų būti pateisinama technologijų požiūriu.

Dažnai pačios priemonės rotacijasumažina visos konstrukcijos stiprumą, o tokios sistemos tampa mažiau patvarios. Kuo mažesnės kinematinės jungtys, tuo patikimesnė mašina tampa, ir ji gali apdoroti daugiau standžių medžiagų. Veiksmingesnis sprendimas nėra papildyti prietaiso sukimosi, bet pasirinkti modelius su sukamaisiais stalais.
Su naujausia mašina, daugiaudidelis mazgas, bet toks modelis, be abejo, bus brangesnis. Tačiau svarbiausia koordinuojančių nuobodų mašinų savybė lieka: konstrukcijos standumas ir patikimumas. Šis parametras mažėja, kai dalių masė viršija įprastus parametrus.
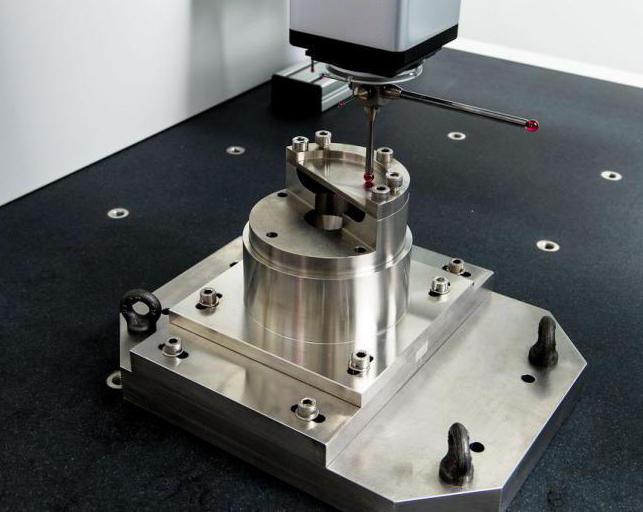
Koordinatinė gręžimo mašina leidžia gauti sudėtingų detalių:
Neseniai vakuumasstaleliai ruošinio laikymui oro čiulpti. Klasikinės tvirtinimo detalės nebenaudojamos, o tai sumažina laiko ištraukti ir įdiegti naują ruošinį.
Su koordinačių frezavimo mašina su CNC veikiastandartinis algoritmas. Pirma, ateities modelis sukurtas popieriuje arba asmeniniame kompiuteryje. Tada per taikomąją programą perkeliami matmenys ir keliai į vektorinę grafiką, kurią mašina supranta. Programuotojas nustato prietaiso judėjimo kryptį, įterpia technologines pauzes. Parenkamas įrankio tipas, apdirbimo greitis, sukimosi ašių padėties tikslumas.

Paversdamas modelį mašinų kodaisMašina yra pasirengusi supjaustyti dalį. Tačiau prieš tai turėtumėte derinti programą. Pirma, 3D judesių testavimas ir gauto rezultato kontrolė. Tada, esant ribotam tiekimui, automatikos ciklas prasideda be pagrindinio mazgo sukimosi - veleno. Jei viskas vyksta sklandžiai ir be judesio trajektorijos nukrypimo, prasideda pjovimo dalis.
Reikėtų prisiminti, kad be CNC mašinos negalifiziškai apsaugotas nuo nežino. Geriausiu atveju, gamintojai pateikia minkštą apsauginį rankovė nuo mechaninių pažeidimų. Tačiau net ir nedidelis gedimas gali sukelti ilgą prastovą. Todėl visi skaičiai yra pagaminti į gydymo programą turi būti prasmingas ir apskaičiuotas. Panašiai veikia pridedant koregavimo įrankis drabužiai ir tarpo kompensaciją.
Koordinacinė mašina, kaip įprasta, turividinė atmintis ir standartinių sąsajų rinkinys, leidžiantis kontroliuoti "potvynių" programas per jungtis: USB, COM, "Flash" kortelę, "Ethernet", belaidžio ryšio metodus. Visi išvardyti būdai, kaip įrašyti programas, yra parinktys ir pridedama apkrova įrangos išlaidoms. Paprasčiausiu atveju mašina gali būti valdoma per seną kompiuterį su įdiegta valdymo plokštę ir atitinkamą programą. Šis įgyvendinimas yra labiausiai prieinamas, tačiau norint tinkamai valdyti visus mazgus, reikia didelių žinių apie staklių konstrukciją.

Norėdami sukurti kontrolės kodus, naudokiteCAD / CAM programos. Jų pasirinkimas yra didžiulis, taip pat yra laisvų pasirinkimų iš pirmaujančių staklių gamintojų. Tačiau dalių serijos gamybai reikalinga visa darbuotojų komanda, kurią sudaro dizaineris, programuotojas, technologas ir remontininkas. Kaip rodo praktika, vienas asmuo negali vienu metu įsitraukti į automatizuotą ciklą ir keisti dabartinį apdorojimo procesą. Naudojant paraiškas ši galimybė iš dalies atsirado, tačiau iki šiol nėra universalių priemonių, kurios neleidžia žmonėms dalyvauti apskaičiuojant galutinio produkto parametrus.
Atsisakymui reikalaujama laikinai sustabdyti dalinį apdorojimąsukaupta SOBI ir lustai iš pjovimo zonos, siekiant kontroliuoti parametrus ir išorinį įrankio vientisumo patikrinimą. Jie taip pat reikalingi intensyviam apdorojimui, kai reikia šildyti ruošinio dalių aušinimą.
Automatinis sustabdymo programuotojas leidžiaveiklos vykdytojo patvirtinimas. Taip veikia darbo vietoje buvimas šalia mašinos. Be to, įvedama pauzė, skirta kontroliuoti įveržimo patikimumą iškrovimo metu arba pakrovus ruošinį.
Daugiaašės mašinos yra praktiškai paklausiosbet koks metalo gaminių, baldų, plastikų, unikalių gaminių gamintojas. Daugiausia koordinačių sistemų yra automobilių ir orlaivių statybose, kosmoso pramonėje. Taip pat tokios mašinos gali būti matomos pjaustymo lakštų medžiagoje.

Vertikalūs daugiaašiai centrai yra mobilūs ir paprastiyra sumontuotos lygioje vietoje naujoje vietoje. Gamintojai nustato galimybę atnaujinti įrangą, pridedant ašis, atitinkamai padidindamos atmintį, sąnaudų skaičių sąsajos kortelėse. Nuo 3 ašių centro galite lengvai gauti 5 arba 6 ašių sistemas.
Daugiaašės sistemos yra naudojamos ne tik skylėms gaminti ir metalo apdirbimui. Koordinačių valdymas gali būti įgyvendintas šiais tikslais:
Remiantis gatavu mašina, yrarinkinys sprendimų siauras užduočių gamyboje. Gamintojų kompanijų specialistai sugeba patobulinti kai kuriuos modelius ir pateikti jiems robotai, kompresai, kad būtų laikomos dalys ar atliktas sudėtingesnis projektas.

